能力向上、
ハンディ
定格出力1500W。高出力の発振器で溶接能力が大幅に向上。
鉄・ステンレス・アルミ共に、板厚3mmを貫通溶接可能。また、脚長も最大2mmまでつくることができます。また、最大板厚3mmの領域でも高速溶接が可能です。
ワイドレンジな溶接を実現。
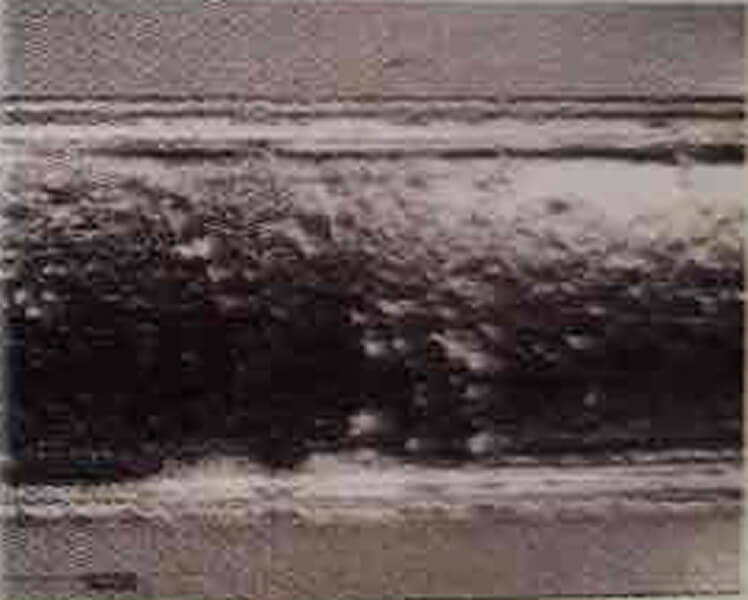
高出力化とウォブリング機構等の併用で、「ファイバーレーザならではの滑らかな溶接」から、「焦点を絞った低ひずみで溶け込みの深い溶接」まで、ワイドレンジな溶接を実現。
※ウォブリング機構…レーザビームを左右に振ることで、幅の広いビードの形成が可能。隙間への対応力が向上するとともに安定したフィラー溶接を実現します。
ビードが細いというレーザ溶接の弱点を克服。加工範囲が拡大。
精密板金から難易度の高いアルミ溶接、パイプフレームなどの隙間対応まで、幅広い製品への溶接が可能です。
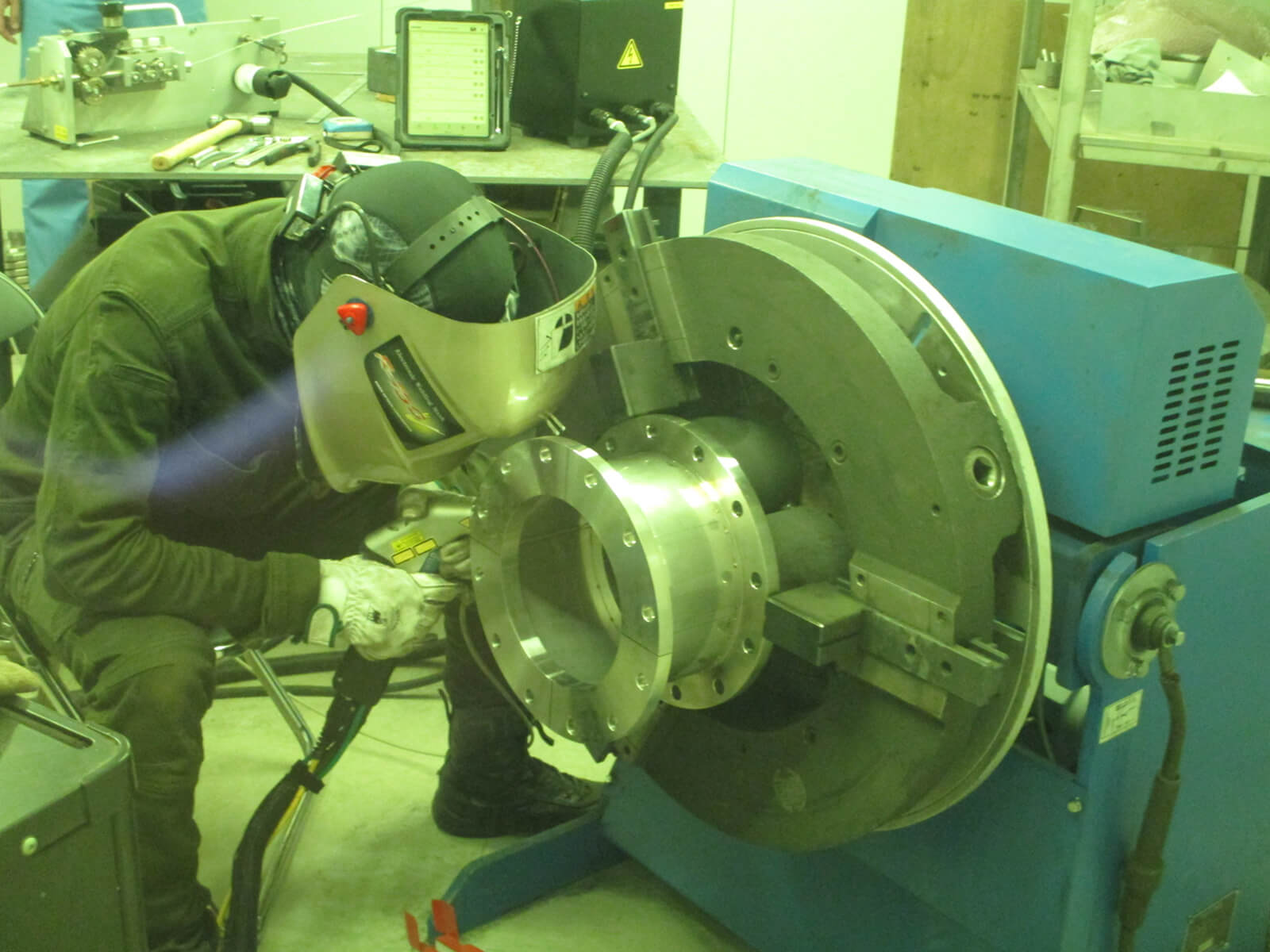
ワーク接触溶接のため、安定した操作で丁寧な作業を実現。


4つのポイント
ポイント1
ワイドレンジな溶接能力。ウォブリング機能等の併用で滑らかな溶接。
薄板の低歪みの溶接を実現。滑らかなRビードの溶接。鋼板材の溶接。アルミ材の溶接が可能となりました。
ポイント2
従来の溶接能力の向上。溶接速度の向上。
最大溶け込み:鉄・ステンレス・アルミ⇨4.0mm貫通溶接。
ポイント3
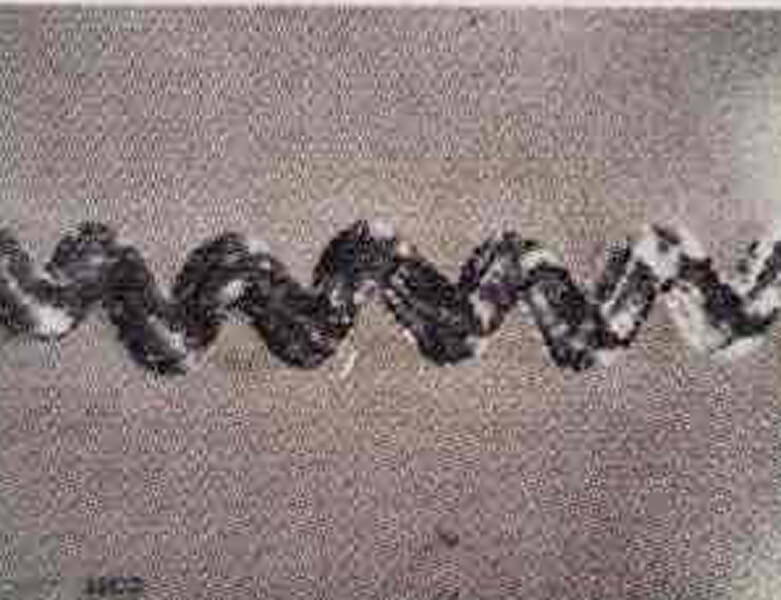
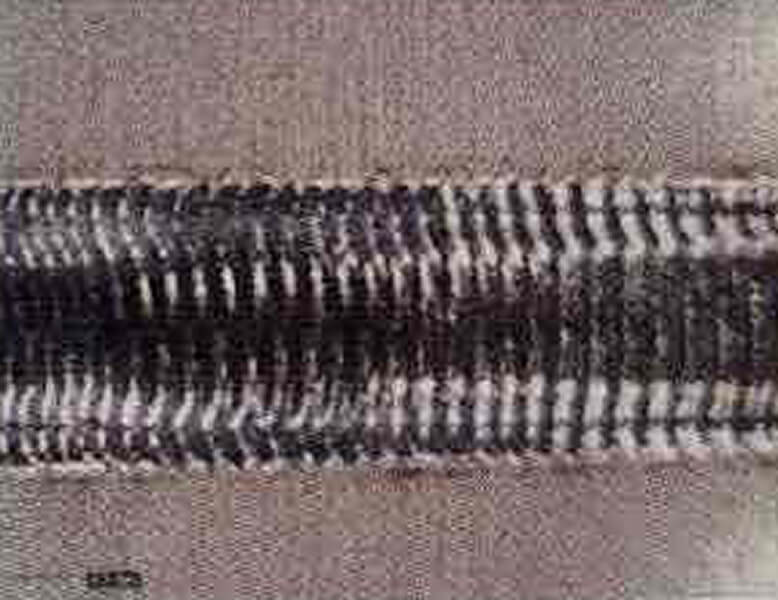
ウォブリング機構:メカニズム
- レーザービームを左右に振ることで幅の広いビードの形成が可能。
- 隙間への対応力が向上するとともに安定したフィラー溶接を実現。
- 溶接条件によるウォブリング幅と周波数の変更が設定可能。
ポイント4
ワーク接触溶接のため、安定した操作で丁寧な作業を実現。
-

溶接幅:0mm -
溶接幅:1mm -
溶接幅:3mm -
溶接幅:5mm
溶接